新一代“天狼星”领队 大科激光全“星”升级夯实亮度之路
来源:汽车工业园作者:丹思发布时间:2023-11-15
高亮度是激光最重要的特征之一,在此前结束的第23届中国国际工业博览会上,大科激光以“亮度为王”为主题,由第二代天狼星(14μm 3000W)领队,携狮子座、猎户座、北极星等大科全系列光纤激光器集体亮相。为了进一步了解大科激光此次全新升级的产品具备哪些技术优势?又解决了哪些用户痛点?维科网·激光连线了大科激光董事长郭少锋博士,针对大科激光全新升级产品的亮点和未来发展战略进行了深入交流。

中国国际工业博览会 大科激光现场
天狼星领队
大科激光夯实亮度之路
维科网·激光:大科激光自成立之初就坚持探索高亮度的光学极限和应用场景,突破了诸多技术难点,也取得非常亮眼的成绩。能否整体介绍一下此次工博会亮相的全系列产品?
郭少锋:2021年,我提出“亮度为王”的理念,认为在提升激光器功率的同时必须要把光束质量也提升起来,这样才能真正应对更多的应用场景。亮度越高,焦斑处功率密度越大,因此高亮度激光将极大提升加工速度、精度及稳定性和良率。经过这几年市场的验证,亮度的价值已日益凸显,但是“高亮度”的界定一直没有定论,这次我尝试从应用和技术层面理清“高亮度”的含义。
亮度,本质上来说,需要同时考虑两个维度:功率和光束质量。在固定功率的情况下,提高光束质量可以提升光源的亮度;同样,在光束质量不变或已无法提高的情况下,提升功率也可以提高光源亮度。
在技术层面,“高亮度”的界定应和技术方案相关。对于单膜光纤激光器,基模(LP01)输出对应光束质量的极限,在功率一定时可以说是亮度的极限,因此基模输出可称为“高亮度”,此时光束质量因子M2<1.3。例如天狼星全系列(2kW-5kW)产品的光束质量因子M2均小于1.3,其中2kW产品的M2=1.06,达到了绝对亮度的极限值,是高亮度光源的典型代表。对于光纤合束型的大功率光纤激光器,一般采用N×1的合束器,我们通过数值仿真、数据分析和实验验证,对于N≥3的情形,光束质量因子M2的极限值约为3,考虑到测量误差等因素,定义M2≤4为高亮度光源。以上为绝对意义上的“高亮度”。
而在应用层面,“高亮度”的界定应考虑到当前流行的工艺方案,比如当前工艺所采用的光源亮度有明显提升的新光源,如提升50%以上,我们就可以称新光源为高亮度光源,此为相对意义上的“高亮度”。
3年来,大科激光秉承“亮度为王”的理念,从应用痛点出发,从激光本质特性着手,研发出模式净化DEC技术、抑制拉曼光RSF技术,和抗高反BRP技术(获湖南省发明专利一等奖),研制了各功率段具备极致亮度的光模块,并基于此推出了星座系列工业级光纤激光器。
天狼星系列
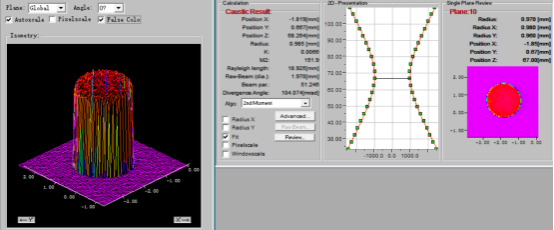
天狼星是夜空中肉眼可见最亮的恒星,我们以此命名激光器,旨在打造同功率段世界上亮度最高的光纤激光器。通过有效抑制横向模式不稳定和受激拉曼散射,实现3000W纯单模输出(实测3000W功率段实现M2=1.06,接近光学衍射极限,5000W功率段实现M2=1.28),能量传输光纤(芯径为14μm)长度达到10m,拉曼抑制比≥35dB。这一系列的突破,使天狼星系列激光器亮度达到物理极限,加工效率相比同功率常规产品提升30%。同时功率冗余10%~15%,稳定性更强。
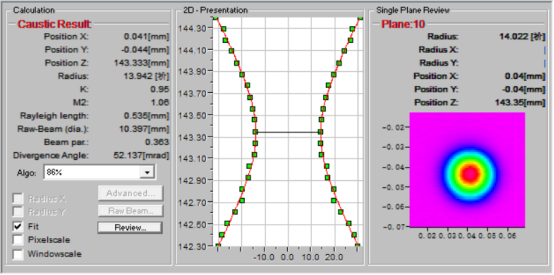
天狼星3000W光束质量M2为1.06
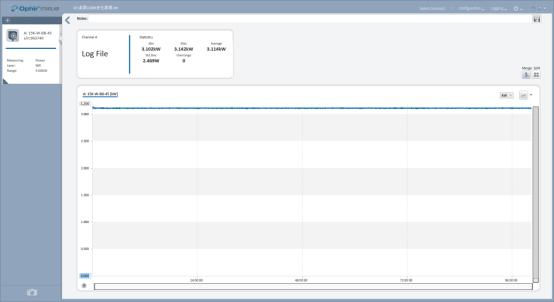
天狼星3000W100小时功率稳定性测试
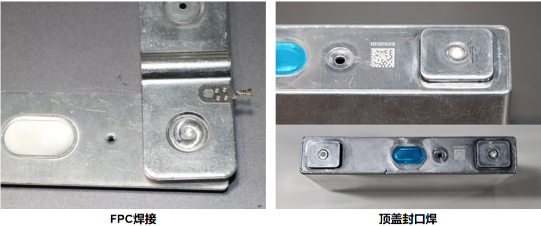
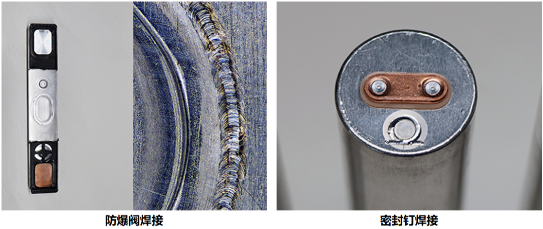
除亮度优势以外,天狼星系列通过抑制非线性效应,将输出光纤的芯径降至14μm。与20μm芯径光纤相比,14μm芯径光纤输出的单模激光在加工中的优势主要体现在以下三个方面:
1 对应的焦点光斑面积缩小了51%,功率密度提升1倍,从而实现在较低功率下熔化高反金属,既能做到降低生产能耗,又能在提升生产效率的同时缩小焊接中的热影响区,从而减少熔池飞溅和降低焊缝缺陷率。
2 芯径为14μm的单模激光器可以做到熔宽不变,逐渐增加熔深,实现穿透深度可控,为新能源、3C、电力等行业所需的高反材料的高质量、高精度焊接提供优质解决方案。
3 熔深稳定,在-3~2.5mm的离焦量范围内,熔深变化只有±0.25mm,可以完美解决由于熔深不稳定造成的虚焊问题,具有更宽的工艺窗口。
据这次上海工博会所见,目前可能仅有IPG和大科激光可以实现14μm 3000W光纤激光器量产,大科激光将进一步扩大生产,以应对高端应用市场对高亮度、高效率、高稳定性光纤激光器的需求。
猎户座系列
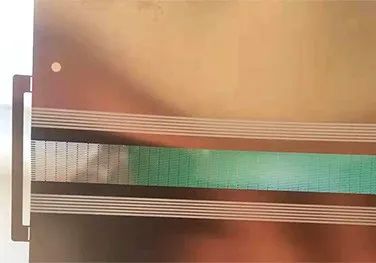
猎户座环光连续光纤激光器,功率段覆盖4kW-6kW,中心光束采用基模高功率光模块,解决了中心基模条件下环形光纤及合束器制备等难题。该系列产品在抑制熔池飞溅的同时极大地提高了焊接效率,能够长时间稳定加工,适用于新能源电池焊接等不同激光应用场景。

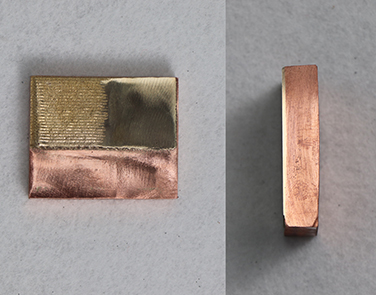
Busbar焊接
狮子座系列
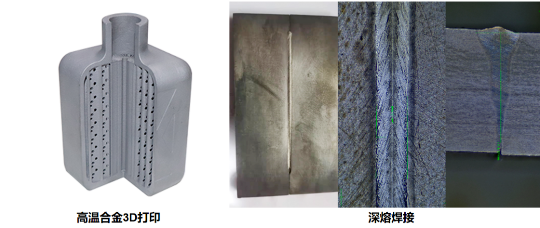
狮子座超高速熔覆版连续光纤激光器,功率段覆盖3kW-9kW,主要针对增材制造领域的高速熔覆市场,其SRS抑制比优于40dB,基于大科激光自己研发的传输光纤,光斑匀化度可达到90%以上,为实现稳定高速的熔覆加工提供产品支撑。
高反材料激光熔覆
1000μm芯径匀化光斑
北极星系列
北极星准连续光纤激光器,功率段覆盖1.5kW-4.5kW,具备脉冲和连续两种工作模式,脉冲模式下峰值功率达到连续模式平均输出功率的10倍,可显著改善薄板高反材料的切割、钻孔质量,有着电光转换效率高、能耗低、耗材少的优势。
高反材料精密切割
维科网·激光:大科激光在高亮度领域布局多年,您认为高亮度激光有何意义?其具备了哪些优势及行业应用前景?
郭少锋:产业升级以及双碳目标对激光加工提出了更高的要求,从而推动了高亮度激光器在工业领域的渗透率。高亮度激光器在同等功率下能产生更小的焦点光斑和更高的能量密度,使其在薄板切割方面表现更出色。此外,高亮度激光器也解决了高功率激光器无法切割高反材料的难题。实际测试表明,在相同切割头和切割材料的情况下,5kW单模激光器与6kW多模激光器相比,前者的切缝宽度是611μm,后者的切缝宽度是1012μm,宽度相差近一倍,可见采用高亮度激光器切割能大幅减少材料浪费,并优化切缝均匀度,获得更平整的切面。
在焊接应用中,高亮度激光器也发挥着重要作用。在双碳目标下,汽车工业发展战略向轻量化和新能源调整,从而对焊接品质提出了更高的要求。实验表明,随着亮度的提升,激光器的能量密度最大可提高25倍,焊接速度最大提高6.5倍,CPK指数最大提高2.9倍。与高功率多模激光器相比,高亮度单模激光焊接具有更大的熔深和深宽比、更小的热影响区、焊缝上下宽度差小(更接近矩形焊缝形貌)的优势。同时高亮度激光器在焊接高反材料方面,其焊接熔宽保持相对稳定,这一特性非常适用于动力电池、全铝车身等铝合金应用的焊接需求。
因此,随着激光加工在各个领域的深入拓展,高亮度激光器必将成为激光行业发展的重要方向。
亮度之争或成为下一风口
高亮度激光器未来之路何在?
维科网·激光:2023年光纤激光器市场规模预计能达到135.5亿,同比增长10.5%。基于光纤激光器未来的发展趋势,您认为高亮度激光器未来的风口在哪里?
郭少锋:作为国家级专精特新“小巨人”企业,大科激光持续在自主创新和发展核心竞争力方面下功夫,我们的发展战略主要聚焦于高亮度、轻量化和智能化。未来高亮度激光将成为超远距离加工、动态加工和集成加工等崭新领域的关键技术。
所谓超远距离加工,就是在光束质量保持极限状态下,加工距离突破十米以上(光斑0.1mm)。超远距离加工的优势主要体现在:基于光束的高速运动,高光束质量的激光可将加工速度提升10-50倍;激光可到达传统加工中的“死角”;扩大激光加工的幅面;增加有效瑞利长度和纵向对准容差;避免羽流及飞溅物对光学元件的损伤;降低对夹具的要求和使用成本。
动态光束加工是基于相干合成实现的。同一单频种子源多路放大后再合束,具备100万瓦近衍射极限的光束质量输出能力。动态光束加工通过每个链路相位的调控,让光斑按照设计的形状迅速发生变化,这意味着未来可以通过光斑整形来提升焊接效果,也可以通过光斑形状编程加工多层材料,还可以利用调制频率来控制焊缝的深度和宽度。
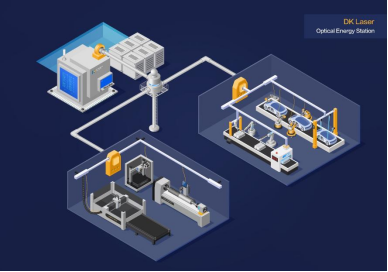
集成加工即大科激光提出的光能站概念。光能站采用集中的激光供应模式,包括大型兆瓦级激光发生器、输送系统、光闸、FFC终端或AO终端及总控系统。激光将类似于水或电,可根据各个工厂或者工位的实时需求进行供应,达到降低用户使用激光成本、维护激光设备成本、灵活配置激光资源的目的。我相信这项技术未来10年内会在国内得以实现。
总结来说,高亮度是激光在应用层面最重要的特性,激光源技术水平的竞争首先就是亮度竞争。高亮度激光器的应用价值还存在非常大的开发空间,未来5年内,光纤激光器将进入光束质量和轻量化、智能化并重的发展阶段,光束质量与轻量化、智能化的进一步实现将为中国制造业创造更大的价值。
小结
通过与郭少锋博士的交流,可以看出,未来高亮度势必成为激光精细加工、远程加工的必然选择。只有凭借着超前的认知和领先的光源技术才能为用户创造更高收益、更大价值。除此之外,在高亮度激光器应用方面仍需拓展,当前高亮度激光技术在工业领域的渗透率还严重不足。只有通过分析细分行业的痛点问题,才能发现更多的高亮度激光应用场景,拓宽高亮度激光器的应用领域。